专注建筑钢材深加工的研发和制造
专注建筑钢材深加工的研发和制造
坚持“实用、耐用、节能、高效”的生产理念
全国服务热线(微信同号)
18623977895
18603769600
专注建筑钢材深加工的研发和制造
坚持“实用、耐用、节能、高效”的生产理念
18623977895
18603769600






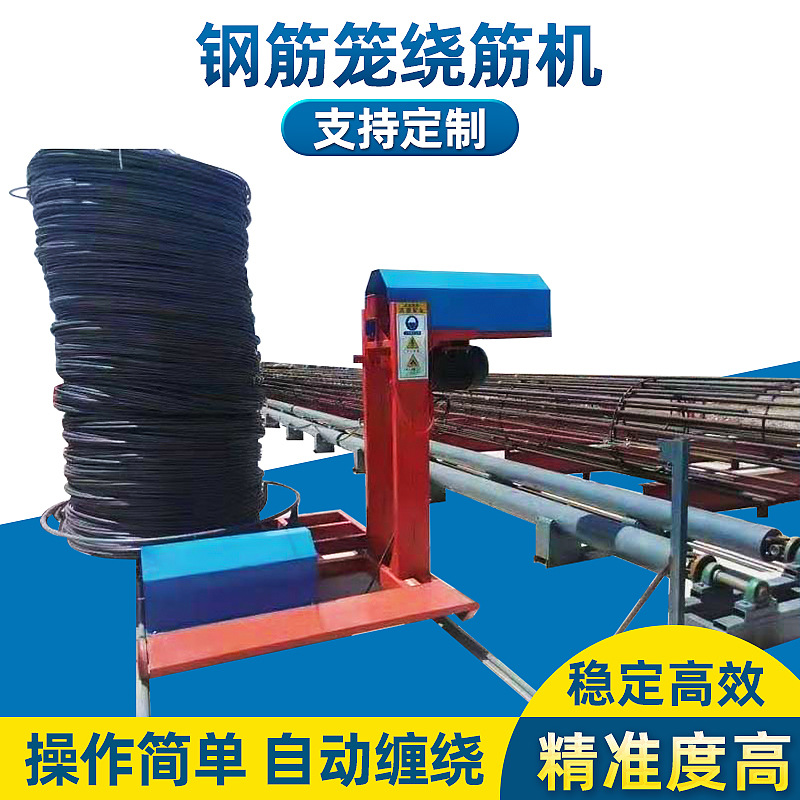
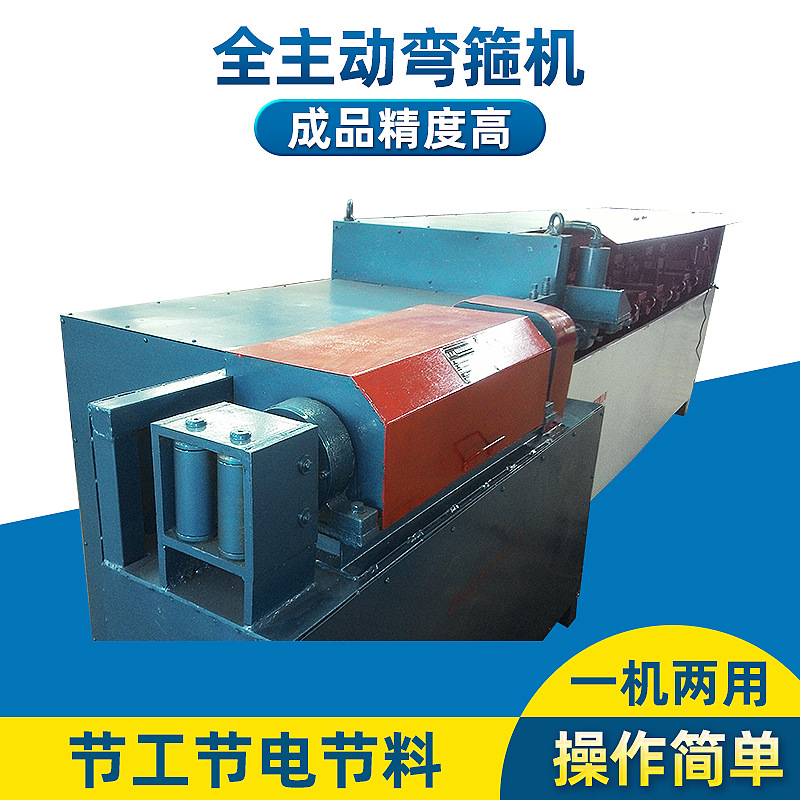
致力于建筑钢材深加工系列机器的研发和制造
精湛的技术,优良的施工品质,完善周到的售后服务,为您提供高品质的产品和服务

我们坚持秉承“质量就是企业的生命”的企业理念,以客户的需求为核心,持续为客户提供高品质服务!
质量为本,诚信为命,客户为上,合作共赢
信阳众成机械制造有限公司成立于2006年,位于河南省信阳市,是生产拉丝机、调直机、冷轧机、高延性冷轧带肋钢筋设备、收线机、砂带机、除锈机的厂家。.........
- READ MORE -
我们始终执着于对服务与品质的更高追求,始终保持着强劲的行业竞争力